
Hvordan velge forebyggingsprosess for filterpose lekkasje?
2024-09-27
Som vi nevnte før, er det 3 prosesser å unngåfilterposelekkasje. Behandling av varm smelte er den beste metoden, med lave kostnader og god lekkasjeforebyggende effekt. Når varm smelteprosess ikke kan brukes, hvordan skal vi velge de resterende to prosessene? Ved å ta røykgassen til kullkraftverk som et eksempel, evaluerer følgende beleggprosessen og PTFE-båndprosessen fra de to aspektene ved varmebestandighet og syrekorrosjonsmotstand, og gir en referanse for valg av filterpose lekkasjeforebyggende tiltak.
1 ptfe båndvarmemotstand
Røykgassstemperaturen til kullkraftverk er vanligvis over 100 ° C, og under noen spesielle arbeidsforhold kan den nå 170 ° C, og den øyeblikkelige driftstemperaturen kan til og med nå over 200 ° C. Filterposer som brukes i termiske kraftverk må kunne fungere i miljøer med høy temperatur. For å simulere det høye temperaturmiljøet for faktiske arbeidsforhold, ble testprøvene med en spesifikasjon på 5 × 5 cm plassert i en ovn med høy temperatur, og utseendets endringer ble observert etter varmebehandling ved 200 ° C i 24 timer. Som vist i figur 2.1, fra sammenligningen av prøvene som er behandlet med limbelegg og PTFE-båndprosess før og etter høye temperaturbehandling, kan man se at utseendets farge på den limbelagte prøven ble lett lys gul, men tetningsmassen var fast bundet til filtermaterialet; mens PTFE -båndet krympet betydelig, og åpenbare mørke gule stoffer oozed ut av kanten av PTFE -båndet. Derfor kan det forklares at fusjonen av PTFE-båndet og sømmen ikke er basert på den termiske fusjonen av PTFE og underlaget, men på vedheftet av limet, og denne typen lim er ikke egnet for miljøer med høyt temperatur.
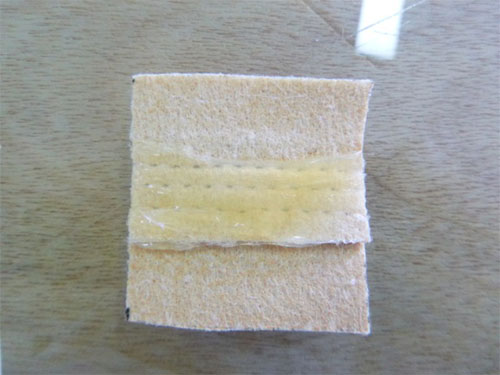
Figur 1 Prøve etter behandling med høy temperatur (det øvre bildet viser belagt med lim, og det nedre bildet viser PTFE -tape)
2 Syrekorrosjonsmotstand
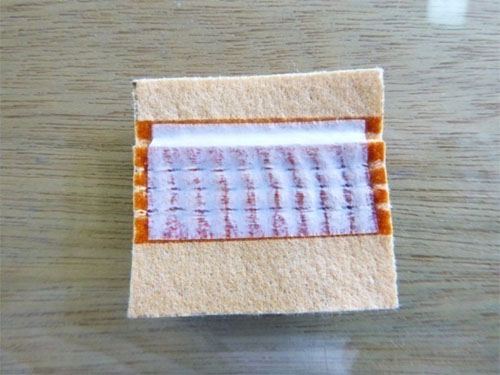
Svovel produseres når kull blir brent, og deretter dannes svovelsyre med sterke etsende egenskaper etter oksidasjon og kontakt med vann, noe som vil ha en viss effekt på tetningsmasse og PTFE -bånd som brukes til å tette pinholes. For å simulere syrenes korrosivt miljø under faktiske arbeidsforhold ble et eksemplar med en spesifikasjon på 5 x 5 cm plassert i en 35% svovelsyreoppløsning og observert for signifikante endringer etter 24 timers nedsenking. Som vist i figur 2.3 har prøven behandlet med lim ingen åpenbar fargeendring i utseende etter kontakt med svovelsyreoppløsningen, og kolloidet er litt klissete, men tetningsmasse kan følges godt til underlaget til filtermaterialet; Prøven behandlet med PTFE -tape løsnes etter kontakt med svovelsyreoppløsningen, og er nesten separert fra underlaget til filtermaterialet. Årsaken kan være at limet til PTFE -tape ikke er motstandsdyktig mot syrekorrosjon, noe som fører til skrelling av PTFE -tape. Derfor er det mer hensiktsmessig å bruke limbeleggingsprosessen i ingeniørapplikasjoner der PTFE -bånd er utsatt for å skrelle av i sterke syrer, etsende miljøer, noe som fører til risikoen for pinhole tetningssvikt og støvlekkasje.


Figur 2 Prøver etter svovelsyrebehandling (det øvre bildet viser belagt med lim, og det nedre bildet viser PTFE -tape)
Avslutningsvis viser eksperimentelle sammenligninger at varme- og syremotstanden til limbeleggingsprosessen er overlegen PTFE -båndprosessen.
3. Typisk saksanalyse
Etter et års bruk hadde kundens filterpose med PTFE -bånd mange problemer.
Vi la merke til atfilterposeHadde en rekke PTFE -båndbulter og kastet på utsiden. Dette var på pinhole, posehode, pose kropp og bunnen av posen. Figur 3.1 viser PTFE -båndbulingen i posen. Båndet er svulmende, faller av og etterlater mye støv inne. Da vi så på det under et mikroskop, kunne vi se at støvet hadde spredd seg til kanten av pinhole og kom inn i det lokale pinhullet.


Figur 3.1 PTFE -tape som svulmende i en del av filterposen (det øvre bildet er det generelle effektbildet, det nedre bildet er et delvis mikroskopforstørt bilde)
4 Konklusjon
Filterpose som kjernekomponent i posefilter,filterposeSøm ved pinhole kan vises støvlekkasje, for å redusere risikoen for støvlekkasje forårsaket av overdreven utslipp, må gripes fra kilden til filterposelekkasjeproduksjonen for å oppfylle kravene til bruk av filterposen som sømmer foretrukket varm smelteprosess, når det ikke er mulig å bruke den varme smelteprosessen for å sømme. Eksperimentelle resultater viser at limbeleggingsprosessen har bedre varmebestandighet og syrekorrosjonsmotstand enn PTFE -båndprosessen. I tillegg er det en risiko for at PTFE -bånd skreller av og støvinntrengning gjennom pinholene i praktiske anvendelser av PTFE -tape. Derfor, når det ikke er mulig å bruke den varme smelteprosessen, må du velge en pålitelig, sterk limbeleggingsprosess, valget av PTFE -båndprosess må være forsiktig.
Tidligere:NEI



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy